|
NOS SERVICES
|

Moteurs marins reconditionnés de qualité
Voici les quelques étapes les plus importantes dans le reconditionnement d'un Moteur Marin Elipsmotor:
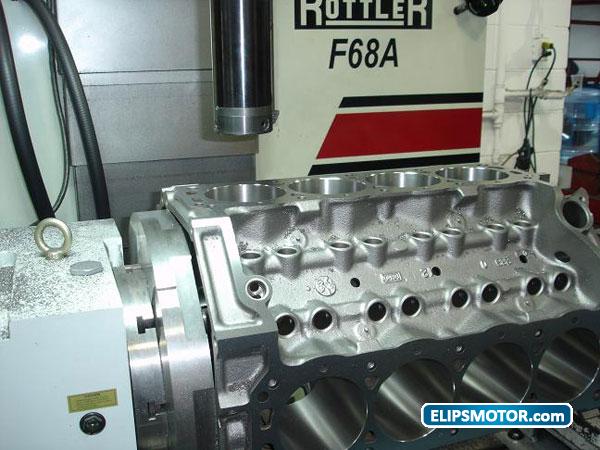
Bloc moteur
La première étape consiste à démonter le vieux bloc. Suit alors un nettoyage à haute pression à chaud, au four pyrolytique, au dissolvant, à la brosse métallique et au racleur, afin d' obtenir un nettoyage parfait. Ensuite une inspection méticuleuse, à la fois visuelle et aux instruments de mesure de tout le bloc est alors requise. A cet effet un dispositif "électro-aimant à C.A.", parfait détecteur de fissures est utilisé. Les plans de joints de culasses sont surfacés, les cylindres du bloc sont alésés et "honés" suivant des cotes spécifiques et ce afin d'obtenir une finition parfaite.
Le bloc est prêt pour un alésage de la ligne d'arbre du vilebrequin et de l'arbre à cames.
Cette étape est critique car elle permet d'obtenir une tolérance uniforme pour le passage de l'huile et garantir une bonne pression d'huile.
Après toutes ces étapes importantes de travail, on effectue un dernier nettoyage du bloc à haute pression, à chaud et au savon afin d'éliminer toute la limaille restée dans les galeries d'huile.
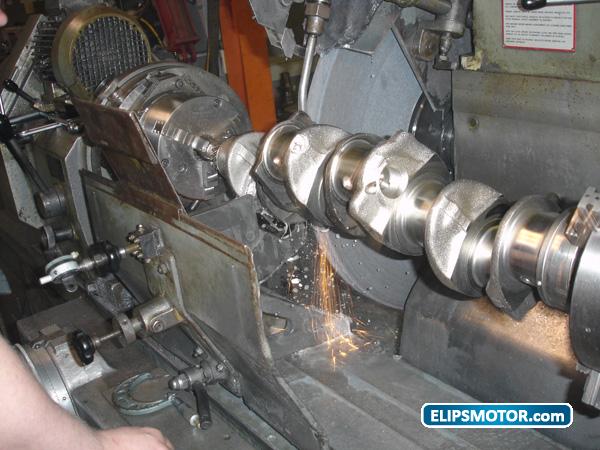
Vilebrequin
Le vilebrequin est nettoyé à haute pression à chaud et par projection.
Il est ensuite rectifié en suivant les spécifications marines. Les galeries d'huile sont soigneusement nettoyées, les trous chanfreinés les manetons et tourillons polis afin d'assurer une parfaite lubrification.
Bielle
L'alésage de la bielle est vérifié avec un appareil de mesure de précision. Celle-ci sera alésée et "honée"; afin d'obtenir une parfaite rondeur.
Avec un appareil de contrôle électronique d'axe nous vérifions l'axe de la bielle afin de s'assurer de sa courbure, droiture, et de sa longueur de centre à centre d'axe.
Culasse
La culasse est testée sous pression à chaud après avoir été nettoyée à haute pression et par projection de micro billes d'acier. Le plan de joint de la culasse est surfacé, tous les guides de soupapes sont remplacés et les sièges de soupapes sont rectifiés afin d'obtenir au moins 3 angles. Ceux-ci assurent un siège optimal pour la soupape et un parfait transfert thermique. La culasse est assemblée avec des bourrages d'étanchéité pour tiges de soupape, de haute qualité. La pression des ressorts de soupapes est vérifiée individuellement afin d'avoir la même pression pour chaque soupape et de donner une étanchéité optimale lorsque la soupape est fermée.
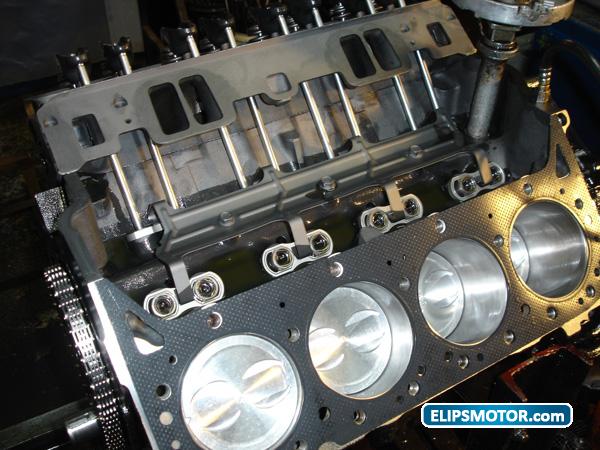
Assemblage
Chaque pièce du bloc d'une façon structurée,méthodique et méticuleuse. La majorité des pièces sont neuves. Tout au long de l'assemblage, des contrôles, des mesures et des tests sont réalisés afin de garantir la meilleure qualité. A la fin de l'assemblage, le moteur est testé sur banc d'essai et les soupapes y sont ajustées.
|







|
|